
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Tooted








Die sepistamine
Youlin on Youlin® stantsitud sepistamise tootja ja eksportija Hiinas. Sepistamisseadmetega, mis jäävad vahemikku 300–2500 tonni, oleme võimelised tootma suletud stantsitud sepistatud komponente kaaluga 0,2–60 kg. Materjalipiirangud puuduvad, kui soovite hankida terasest, alumiiniumist ja messingist sepiseid. Saame tarnida kõik teile meelepärased metallist sepised.
Saada päring
Tootekirjeldus
Täiustame ja täiustame oma esemeid ja remonti. Samal ajal tegeleme aktiivselt ODM Factory China Hot Youlin® Die Forging uurimise ja edusammudega. Kõik teie vajadused hüvitame meie suurima tähelepanuga!
ODM Factory China Youlin® Die Forging, Tänapäeval on meil kliente üle kogu maailma, sealhulgas USA-st, Venemaalt, Hispaaniast, Itaaliast, Singapurist, Malaisiast, Taist, Poolast, Iraanist ja Iraagist. Meie ettevõtte missiooniks on pakkuda kõrgeima kvaliteediga lahendusi parima hinnaga. Ootame teiega äritegemist!
1. Dieedi sepistamise määratlus
 Youlin® Die sepistamine on metallide deformatsiooni kõige levinum variant, millel on kaks populaarset protsessi:
Youlin® Die sepistamine on metallide deformatsiooni kõige levinum variant, millel on kaks populaarset protsessi:
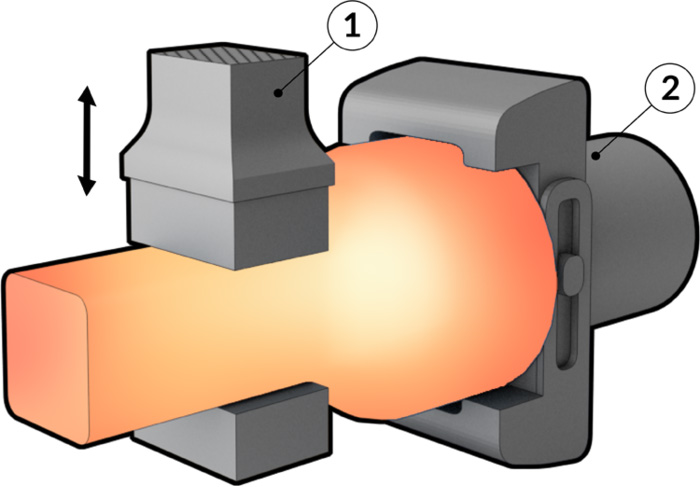
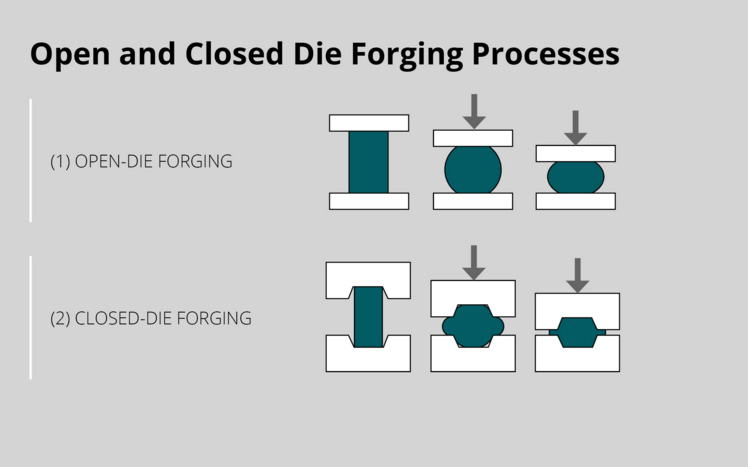
Avatud sepistamine, mida nimetatakse ka vabaks sepistamiseks. Avatud stantsimisel asetatakse toorik mitme stantsi vahele, mis ei ümbritse metalli täielikult. Mõõtmeid muudetakse metalli haamriga ja tembeldades järjest liigutustega kuni lõplike mõõtmete saavutamiseni. Avatud stantsimist kasutatakse laialdaselt väikestes kogustes toodete jaoks, mis on pigem lihtsad kui keerulised, näiteks kettad, rõngad, hülsid, silindrid ja võllid. Avatud stantsimise teine eelis on see, et toodete väsimuskindlus ja tugevus paranevad. Peale selle saab pärast avatud stantsi sepistamist tõhusalt vähendada tühimikke.
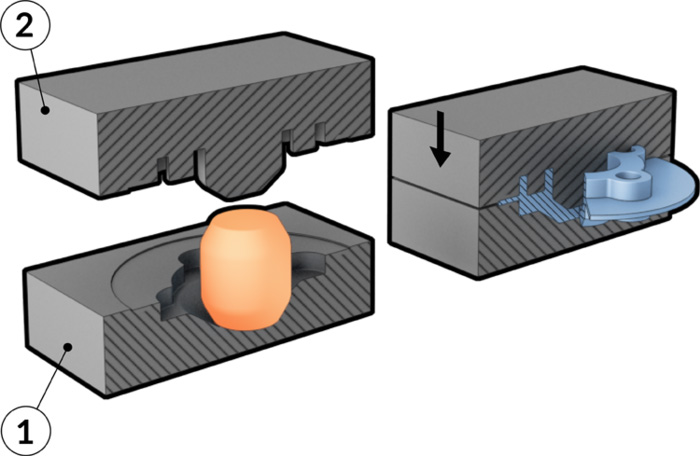 Kinnise stantsiga sepistamist nimetatakse ka survestantsimiseks. See kasutab metallitüki kokkusurumiseks kõrget survet, et täita suletud stantsi jäljend vajalike kujundite jaoks. Mõne erikuju puhul on lõpliku kuju ja mõõtmete saavutamiseks vaja teist sepistamisoperatsiooni. Materjali tüüp, tolerantside tihedus ja kuumtöötluse vajadus võivad määrata kinnise stantsitud sepistatud detaili maksumuse.
Kinnise stantsiga sepistamist nimetatakse ka survestantsimiseks. See kasutab metallitüki kokkusurumiseks kõrget survet, et täita suletud stantsi jäljend vajalike kujundite jaoks. Mõne erikuju puhul on lõpliku kuju ja mõõtmete saavutamiseks vaja teist sepistamisoperatsiooni. Materjali tüüp, tolerantside tihedus ja kuumtöötluse vajadus võivad määrata kinnise stantsitud sepistatud detaili maksumuse.
2. Erinevused lahtise stantsimise ja kinnise stantsimise vahel
Nii avatud Youlin®-vormingus sepistamise kui ka kinnise stantsimise tehnika on erinev. Üldiselt on suletud stantside sepistamiseks vormimisvormid esmalt täppistöödeldud ja hind on kõrge. Seejärel asetatakse metallvardad ülemise ja alumise stantsi vahele ning sepistatakse mis tahes vajaliku kujuga. Pärast suletud stantsi sepistamist töödeldakse väga vähe või üldse mitte, kuna see on kogu protsessi vältel väga täpne. Seega on suletud stantsiga sepistamine ka võrgukujuline või peaaegu võrgukujuline protsess.
Avatud stantsimisel avaldavad sepistamisvasara pideva löögi tõttu tohutuid survejõude, mis deformeerivad metallist toorikuid. Erinevalt suletud stantsist sepistusest on lahtise stantsimise stantsid väga lihtsad. Ja teiseks tehakse alati töötlemisoperatsioon.
3. Avatud sepistamise ja suletud die sepistamise eelised ja puudused
|
Avage sepistamine |
Suletud stantsimine |
|
Eelised |
|
|
Parem väsimuskindlus ja parem mikrostruktuur |
Ökonoomne suurte tootmistsüklite jaoks. |
|
Sisemine terastruktuuri moodustumine suurendab toodete tihedust ja tugevust. |
Sisemine terastruktuuri moodustumine suurendab toodete tihedust ja tugevust. |
|
Suurenenud tugevus ja pikem osa kasutusiga |
Materiaalne piirang puudub |
|
Vähem materjalijäätmeid |
Parem pinnaviimistlus |
|
Vähendatud tühjuste tõenäosus |
Selle väikeste tolerantside jaoks on vaja töötlemist vähem või üldse mitte |
|
Väärtuslik kulude kokkuhoid |
Saab saavutada kitsamate tolerantside ja võrgukujude mõõtmed |
|
Puudused |
|
|
See ei ole võimeline moodustama tihedat tolerantsi ja suurema täpsusega osi |
See ei ole lühikeste sõitude jaoks väga ökonoomne, kuna stantsi tootmise hind on kõrge |
|
Soovitud mõõtmete saavutamiseks on sageli vaja töötlemist |
Suletud stantsimine kujutab endast ohtlikku töökeskkonda |
1. Dieedi sepistamise määratlus
Suletud stantsiga sepistamine ja avatud survevalu on terasdetailide kõige levinumad sepistamismeetodid. Sepistamine on populaarne selle täiustatud sisemise terastruktuuri tõttu ning sellega saab valmistada tugevamaid ja sitkemaid tooteid.
 Avatud stantsiga sepistamise puhul on tavaliselt pärast avatud stantsi sepistamist vaja töötlemata või täppistöötlust, kuna ebatäpsed mõõtmed saavutatakse haamriga. Seega sobib lahtise stantsiga sepistamine rohkem suurte ja mitmetonniste osade jaoks. Üldiselt hõlmavad sepistamismeetodil kasutatavad tooted sepistatud pikki võlli, sepistatud rulle ja sepistatud silindreid, mida kasutatakse enamasti raudtee- ja lennukitööstuses.
Avatud stantsiga sepistamise puhul on tavaliselt pärast avatud stantsi sepistamist vaja töötlemata või täppistöötlust, kuna ebatäpsed mõõtmed saavutatakse haamriga. Seega sobib lahtise stantsiga sepistamine rohkem suurte ja mitmetonniste osade jaoks. Üldiselt hõlmavad sepistamismeetodil kasutatavad tooted sepistatud pikki võlli, sepistatud rulle ja sepistatud silindreid, mida kasutatakse enamasti raudtee- ja lennukitööstuses.
Väikeste kriitiliste osade puhul eelistatakse siiski suletud stantsi sepistamist, võttes arvesse ohutust selle suure täpsuse tõttu. Seda kasutatakse laialdaselt väikeste toodete (nt sepistatud liitmikud, sepistatud tõste- ja taglase riistvara, sepistatud autoosad jne) tootmiseks. Naftaväljad, autotööstus, metsandus ja põllumajandus ning kaevandus on mõned tööstusharud, mis toetuvad suletud stantsimistehnikale.
5. KKK
Mis on lahtise stantsimise puuduseks?
V: Keeruliste kujundite puhul ei soovitata sepistamist lahtise stantsi abil ja protsessi lõpuleviimiseks on sageli vaja täppistöötlust, kuna lahtise stantsi protsessi käigus löömisel saadud mõõtmed võivad olla ebatäpsed.
K: Mida saab valmistada lahtisest stantsist sepistusest?
V: Avatud stantsimise käigus saadakse tavaliselt ümmargused, ristkülikukujulised, ruudukujulised ja kuusnurksed vardad, talad ja muud põhikujud. Levinud valmistatud toodete hulka kuuluvad rummud, võllid, astmevõllid, südamik, metallist kestad, augustatud toorikud ja lihtsad pannkookide sepised.
K: Millised on avatud stantsi sepistamise piirangud?
V: ▷ Ei sobi keeruliste, täppisosade või muude väikeste tolerantsidega rakenduste moodustamiseks.
▷ Avatud sepistamise lõpetamiseks on sageli vaja töötlemist.
▷ Protsess ei anna alati ühtseid tulemusi ega soovitud funktsioone.
Kuumad sildid: Die sepistamine, Hiina, kohandatud, originaalseadmete valmistaja, tootjad, tarnijad, tehas, valmistatud Hiinas
Seotud kategooria
CNC-töötlusteenused
Valamisteenused
Sepistamisteenused
Tembeldamisteenused
Süvatõmmatud teenused
Plasti süstimisteenused
Laserlõikusteenused
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.





